图1所示防尘圈为推土机齿轮箱上一个零件,材料为08钢,形状及尺寸如下:
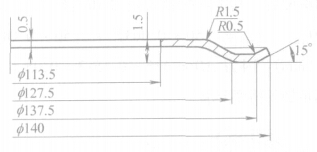
图1 防尘圈零件图
1、工艺分析及工艺方案的确定
该件包括落料、冲孔、成形三个工序,板厚为0.5mm,在钢模冲裁中属于薄板冲裁,冲模间隙较小。
工艺方案有三种:落料,冲孔,再拉深成形。落料冲孔同时完成,再拉深成形。落料冲孔成形同时完成。我们对三种工艺方案进行了如下分析:其中落料、冲孔两种工序若设计成单工序模,每道工序均需导柱、导套装置来保证冲裁间隙,两套模具加起来的制造成本要比一套落料冲孔复合模高,且冲孔时上件、取件不方便,二次定位也使制件的尺寸精度下降,故应考虑复合模结构。一般设计采用第二种方案,设计两套模具,一套冲孔落料复合模,一套成形模。但鉴于该零件成形工序所需行程较小,且经计算成形所需压力约为7.5t,根据我厂设备情况,315t压力机的气垫机构即可满足该件成形的条件:气垫结构可以进行简单的拉深成形工序。气垫所提供的压力为,大于该件的成形压力。
因此决定设计一套复合模,同时完成冲孔、落料、成形三个动作,既降低了模具成本,又方便操作且提高了工作效率。
2、模具结构及工作过程
模具结构如图2所示。落料冲孔采用顺装复合结构,工作时为成形凹模5,成形后兼有顶件的功能,落料冲孔凸凹模15的端部加工成形后兼作成形凸模。卸料机构中,顶出器16、打杆18完成卸冲孔废料的动作,为了模具安装方便和出料可靠采用刚性打料机构;卸料板8、卸料橡胶9、卸料螺钉19完成卸落料废料的动作,采用弹性卸料结构,同时对冲裁条料起预压作用,防止冲裁时条料移动;托杆、成形凹模5与气垫相接可顶出工件。
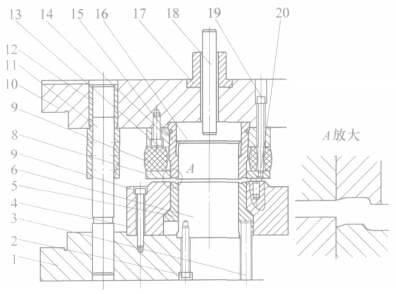
图2
1、下模座2、螺钉3、托杆4、落料凹模5、成形凹模6、冲孔凸模7、螺钉8、卸料板
9、卸料橡胶10、上模座11、导柱12、导套13、螺钉14、固定板15、凸凹模16、顶出器17、模柄18、打杆19、卸料螺钉20、定位销
工作时,气垫一直处于工作状态,即:成形凹模5被托杆3顶起,处于工作位置,条料靠住定位销20,滑块下行,卸料板8压住条料,冲孔落料工作部分同时接触条料,待成形毛坯与母材分离后,滑块继续下行,成形凸模15与毛坯随着下行,同成形凹模5接触完成成形工序,滑块到达下死点后开始返回,卸料机构完成卸料动作,结束一个工作周期。
3、模具设计中应注意的问题
模具在工作时,先完成冲孔落料的动作,再进行拉深。这样做的优点是冲孔落料后的毛坯尺寸准确,材料定位准确,冲出的零件尺寸及形状稳定。因此在设计模具时应注意成形凸模的工作位置须比落料凹模低2~3mm。
4、应用效果
通过生产实践证明,工艺及模具达到了设计要求,保证了工件精度,完成了在机械式压力机上冲裁与成形一体的模具设计。该模具操作简便,实用性较好,降低了模具的投入成本,由于可一次冲制成形,减少了工件上下模的次数,既提高了生产效率,又提高了工件的精度。
免责声明:以上内容来自网络,仅供参考,如果侵犯,请及时通知我们,本网站将在第一时间及时删除!
更多奥赛罗防尘圈及其他液压密封件知识欢迎访问奥赛罗密封材料有限公司,othello密封长期诚招密封件代理商,欢迎各地有志之士的加入!